

Siyah silisyum karbür seramik halka, hassas kalıplama ve yüksek sıcaklıkta sinterleme yoluyla yüksek saflıkta silisyum karbürden yapılmış, yüksek performanslı tasarlanmış bir seramik düzeneğidir. D...
Ayrıntıları Gör
BİZİ TAKİP EDİN:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Endüstriyel Seramik Seçim Kılavuzu | Kuru Pres ve Sıcak Pres Nasıl Doğru Seçilir?
2026-04-14
1. İki ana süreç ilkesinin ve temel özelliklerin tam analizi1. Kuru pres kalıplama: verimli seri üretim için standartlaştırılmış bir seçim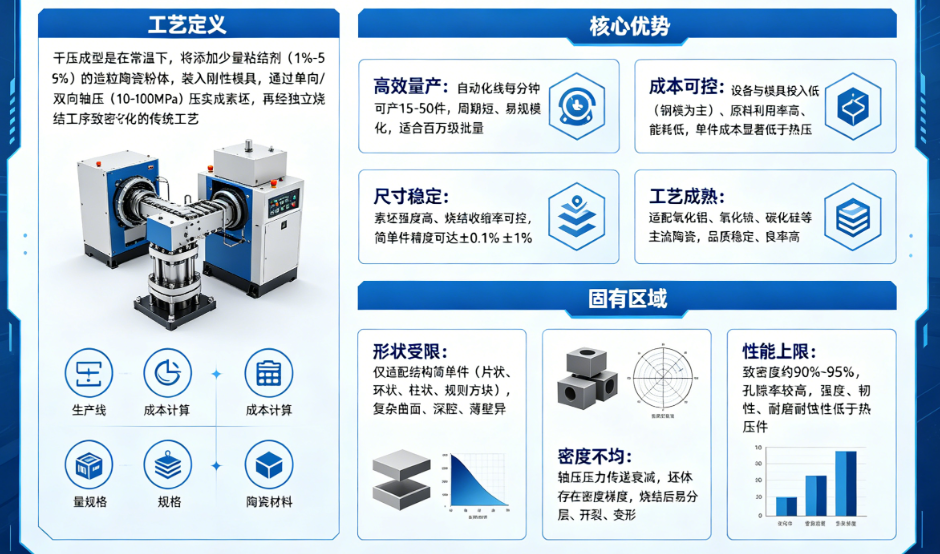 2. Sıcak presle şekillendirmesüreç tanımı Sıcak presleme Entegre kalıplama ve sinterleme İleri teknoloji: içinde Vakum / koruyucu atmosfer , tozu yüksek sıcaklığa dayanıklı bir kalıba (çoğunlukla grafit) koyun ve aynı anda uygulayın Yüksek sıcaklık (1400-2200°C) Yüksek basınç (20-40MPa) toz, termoplastik akışta hızla yoğunlaşır ve tek adımda neredeyse tamamen yoğun seramikler oluşturulur. 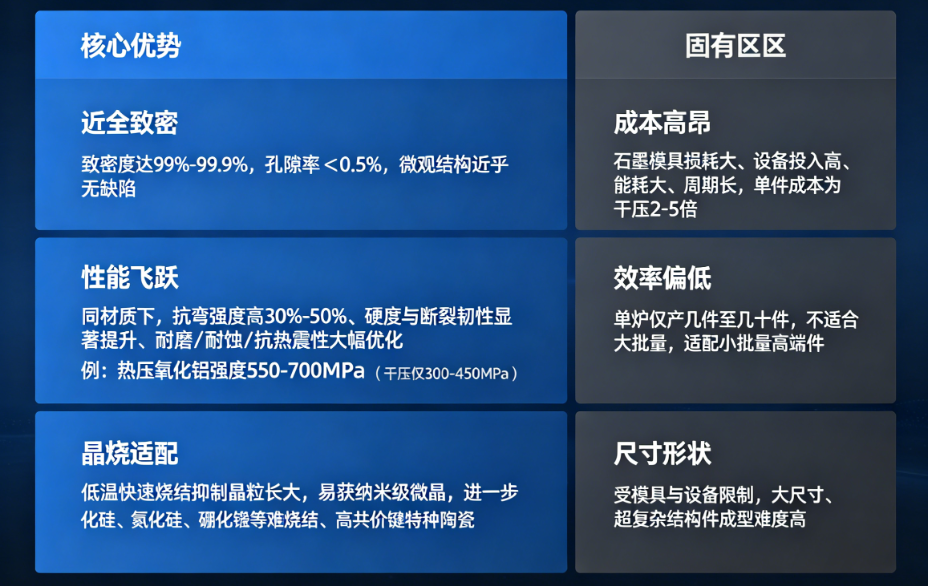 2. Kuru Presleme ve Sıcak Presleme: Çekirdek Boyutlarının Karşılaştırma Tablosu
3. Seçim kararları için beş temel değerlendirme boyutu1. Ürün performans gerekliliklerine bakın (birincil karar)Kuru preslemeyi seçin: genel endüstriyel senaryolar, orta düzey gereksinimler Mukavemet, aşınma direnci, yalıtım, aşırı yüksek sıcaklık/yüksek basınç/güçlü korozyon/yüksek darbe yok . Örnekler: sıradan mekanik burçlar, yalıtım contaları, geleneksel sızdırmazlık halkaları, yarı iletken yapısal parçalar. Sıcak preslemeyi seçin: olağanüstü performans senaryoları, gereksinimler Ultra yüksek mukavemet, yüksek tokluk, sıfıra yakın gözeneklilik, ultra aşınma ve korozyon direnci, yüksek sıcaklıkta sürünme direnci . Örnekler: havacılık bileşenleri, ileri teknoloji kesici aletler, petrol sondaj nozulları, otomotiv motorunun hassas parçaları, kurşun geçirmez zırh, yarı iletken levha vantuzları. 2. Ürün yapısının karmaşıklığına bakın
3. Üretim partisi büyüklüğüne ve maliyetine bakın
4. Malzeme sistemine bakın
5. Kullanım koşullarına bakın
4. Özet: İyi ya da kötü süreç yoktur, uyum en iyisidir.Doğru kalıplama işlemini seçmek, ürününüzün performansı ve maliyeti için sağlam bir temel oluşturmaktır. |
İlgili ürünler
-
-
Zirkonya Seramik Çubuk, mükemmel mekanik mukavemet ve kimyasal stabiliteye sahip, çoğunlukla zirkonyum oksitten yapılmış, yüksek performanslı bir seramik malzeme çubuğudur. Son derece yüksek sertli...
Ayrıntıları Gör -
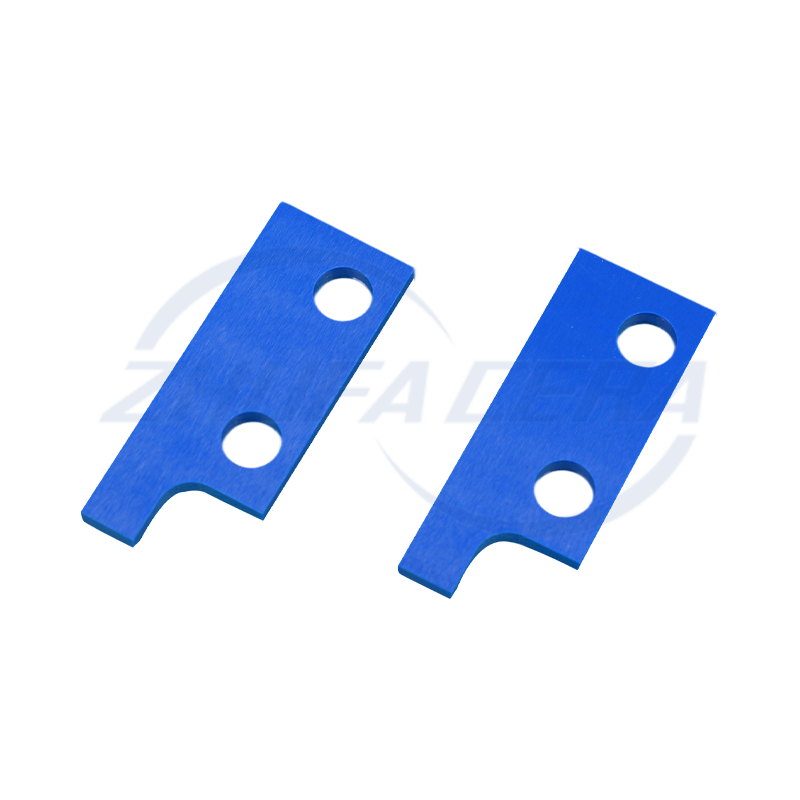
Mavi zirkonya seramik levhalar, gelişmiş zirkonya seramiklerinden yapılmış hassas bileşenlerdir. Mavi bir renk oluşturmak için kobalt, demir veya bakır ile boyanırlar. Bu renk yalnızca görsel bir t...
Ayrıntıları Gör -

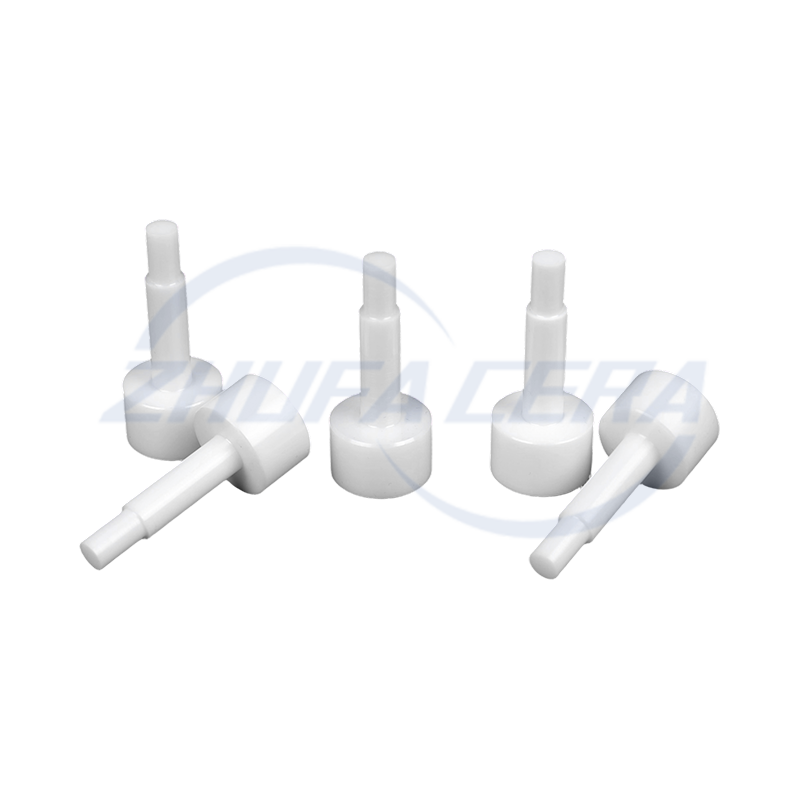
Bu mavi zirkonya seramik pimi, mükemmel dayanıklılık ve performans sağlayan gelişmiş zirkonya seramik malzemeden yapılmıştır. Zirkonya seramikleri, onları birçok metalden veya geleneksel seramikten...
Ayrıntıları Gör -
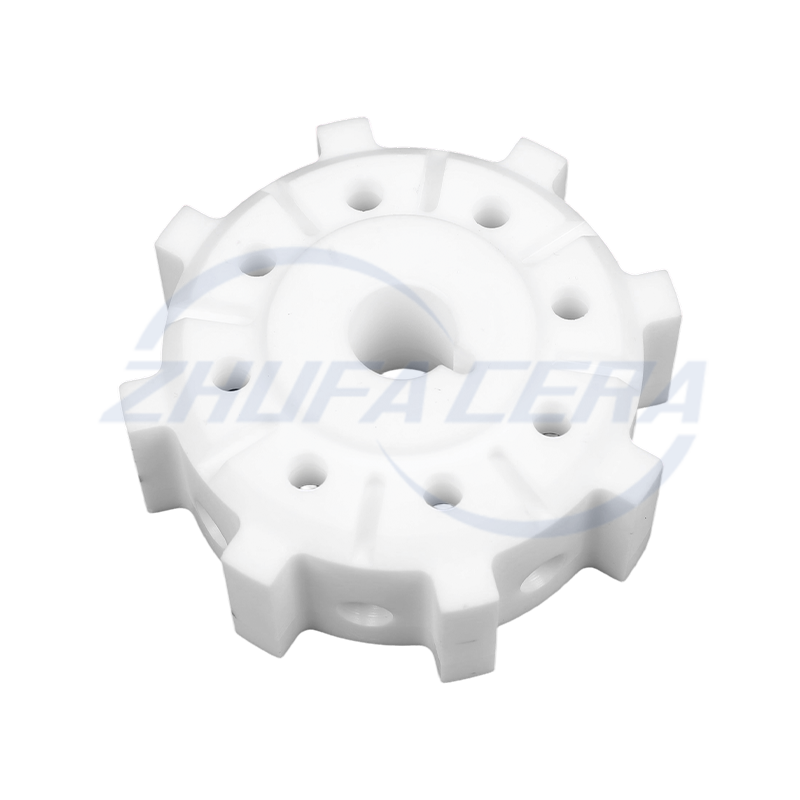
Zirkonya Seramik Dişli, mükemmel yüksek mukavemete ve yüksek sertliğe sahip zirkonyum oksit seramik malzemeden yapılmıştır. Bu malzeme özelliği, iletim işlemi sırasında aşınmaya etkili bir şekilde ...
Ayrıntıları Gör -

Zirkonya Seramik Kılavuz Rayı, zirkonyum oksit seramik malzemeden yapılmış, yüksek performanslı, hassas bir mekanik bileşendir. Temel özellikleri zirkonyum oksit seramiğin mükemmel fiziksel ve kimy...
Ayrıntıları Gör -
Zirkonya Seramik Yerleştirme Pimi, mükemmel fiziksel ve kimyasal özelliklere sahip gelişmiş zirkonyum oksit seramik malzemeden yapılmış, yüksek hassasiyetli bir konumlandırma elemanıdır. Ana özelli...
Ayrıntıları Gör -
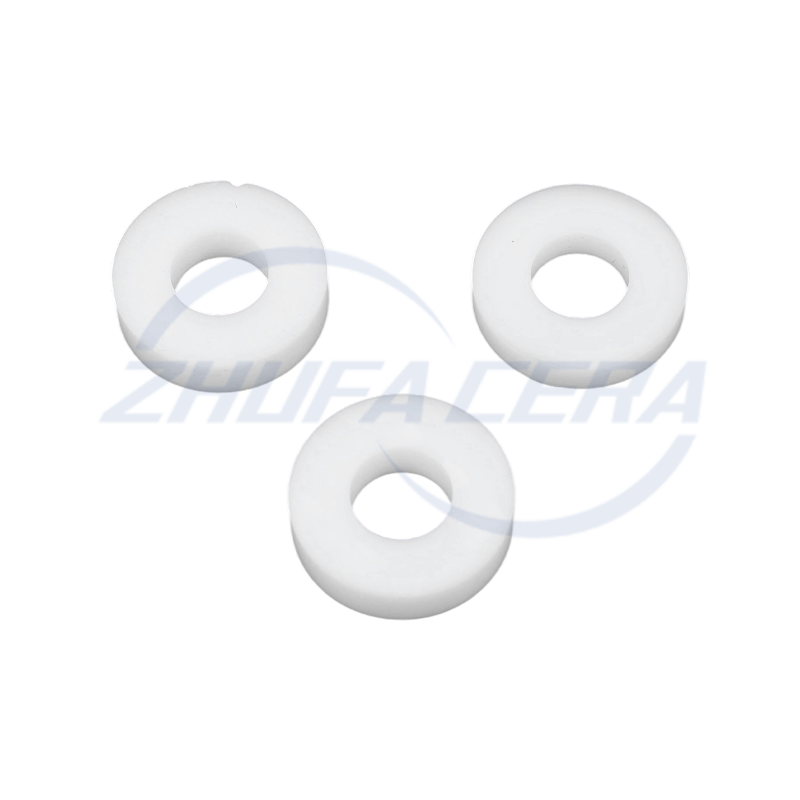
Zirkonya Seramik Halka, mükemmel fiziksel ve kimyasal özellikleriyle bilinen yüksek performanslı bir seramik üründür. Aşınmaya ve darbeye etkili bir şekilde direnebilen ve servis ömrünü uzatabilen,...
Ayrıntıları Gör -
Zirkonya seramik levhalar benzersiz özellikleri sayesinde çeşitli alanlarda fonksiyonel çekirdek bileşenler haline gelmiştir. 900–1200 MPa bükülme mukavemeti ve 6–10 MPa・m¹/² kırılma dayanıklılığıy...
Ayrıntıları Gör -
Zirkonya Seramik Şerit, mükemmel fiziksel ve kimyasal özelliklere sahip, yüksek performanslı zirkonyum oksit seramikten yapılmış bir şerit malzemesidir. Son derece yüksek sertliğe ve bükülme mukave...
Ayrıntıları Gör -
Zirkonya seramik levhalar, yüksek performanslı yapısal seramikler alanında temsili ürünlerdir. Geleneksel alümina seramik veya metal malzemelerle karşılaştırıldığında kapsamlı performans avantajlar...
Ayrıntıları Gör -

Zirkonya Seramik Piston, zorlu endüstriyel ortamlar için tasarlanmış yüksek performanslı bir bileşendir. Benzer seramik veya metal piston ürünleriyle karşılaştırıldığında benzersiz malzeme avantajl...
Ayrıntıları Gör

-
Hızlı Bağlantılar
Ana Sayfa Ürünler Hakkımızda Hizmetler Teknoloji Haberler Bize Ulaşın -
Ürünler
Seramik Yapısal Parçalar Zirkonya Seramikleri Alümina Seramikler ZTA Seramik Silisyum Nitrür Seramikleri Silisyum Karbür Seramikler Seramik Enjeksiyonlu Parçalar -
Hakkımızda
Fabrika Turu Onur SSS -
İletişim bilgileri
+86-188 8878 5188zf@zfcera.comNo. 1, Xinggong Yolu, Anchang Endüstri Parkı, Keqiao Bölgesi, Shaoxing Şehri, Zhejiang Eyaleti, Çin -
WhatsApp

Telif hakkı © Zhejiang Zhufa Hassas Seramik Teknolojisi Co, Ltd. Tüm Hakları Saklıdır.
Çin hassas seramik üreticisi
Toptan hassas seramik tedarikçisi
