

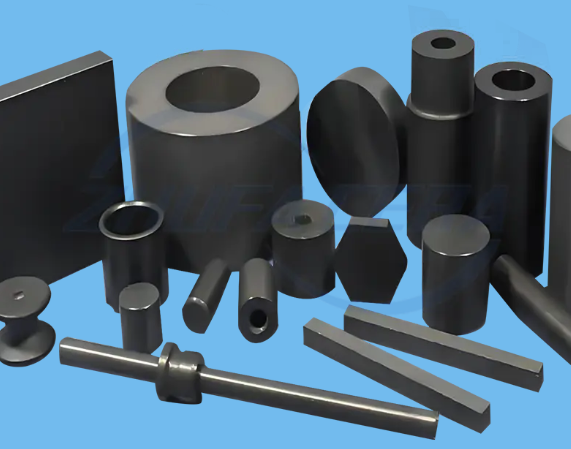
Siyah silisyum karbür seramik halka, hassas kalıplama ve yüksek sıcaklıkta sinterleme yoluyla yüksek saflıkta silisyum karbürden yapılmış, yüksek performanslı tasarlanmış bir seramik düzeneğidir. D...
Ayrıntıları Gör
BİZİ TAKİP EDİN:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Zirkonya ve silikon nitrürün kalıplanması, sinterlenmesi ve şekil kontrolünün sırlarını tek bir makalede anlayın
2026-05-21
1. Endüstriyel seramik üretim sürecinin temel süreci
Endüstriyel seramiklerin üretimi (aynı zamanda gelişmiş seramikler veya mühendislik seramikleri olarak da bilinir), gevşek inorganik metalik olmayan tozların yüksek mukavemet, aşınma direnci, yüksek sıcaklık direnci veya özel elektriksel özelliklere sahip hassas parçalara dönüştürüldüğü titiz bir işlemdir. . Standart çekirdek üretim süreci genellikle aşağıdakileri içerir Beş ana aşama.

- Toz hazırlama Yüksek saflıkta hammaddeleri hassas bir şekilde karıştırın. Sonraki kalıplamada tozun iyi bir akışkanlığa ve bağlama kuvvetine sahip olmasını sağlamak için uygun miktarda organik bağlayıcı, yağlayıcı ve dağıtıcının eklenmesi gerekir. Yüksek performanslı bilyalı değirmen karıştırma ve püskürtmeli kurutmanın ardından, eşit parçacık boyutu dağılımına sahip granül bir toz üretilir.
- Yeşil vücut oluşumu Ürünün geometrik şekline ve seri üretim ölçeğine göre granül toz mekanik yollarla preslenir veya kalıba enjekte edilir. Ana kalıplama yöntemleri kuru presleme ve soğuk izostatik preslemeyi içerir ( CIP ), seramik enjeksiyonlu kalıplama ( CIM ) ve bant dökümü.
- Yeşil işleme ve ayrıştırma Oluşan yeşil gövde büyük miktarda organik bağlayıcı içerir. Resmi sinterlemeden önce, bir bağlama fırınına yerleştirilmeli ve pirolize veya buharlaşmaya (yağ giderme) neden olmak için havada yavaşça ısıtılmalıdır. Yaş gövdenin ayrıştırma sonrası sertliği düşüktür ve delme, kesme gibi ön mekanik işlemleri gerçekleştirmek kolaydır.
- Yüksek sıcaklıkta sinterleme Bu, seramiğin nihai mekanik özelliklerine ulaşmada kritik bir adımdır. Bağları çözülmüş ham gövde, yüksek sıcaklıktaki bir sinterleme fırınına yerleştirilir. Taneler arasında kütle aktarımı ve bağlanma meydana gelir. Gözenekler yavaş yavaş boşaltılır. Yeşil gövde ciddi hacimsel büzülmeye uğrar ve sonunda yoğunlaşmaya ulaşır.
- Hassas işleme ve muayene Sinterleme sonrası seramikler son derece yüksek sertliğe (genellikle elmastan sonra ikinci sırada) sahip olduklarından ve belirli bir derecede sinterleme deformasyonuna sahip olduklarından, mikron seviyesinde boyut toleransları veya ayna seviyesinde yüzey pürüzlülüğü elde etmek istiyorlarsa, elmas taşlama taşları ve taşlama macunları aracılığıyla sert ifadelere tabi tutulmaları ve hassas bir şekilde işlenmeleri ve son olarak üç boyutlu koordinatlar gibi yüksek hassasiyetli aletler aracılığıyla kapsamlı kalite kontrolüne tabi tutulmaları gerekir.
2. Zirkonyum oksit ve silikon nitrür arasındaki proses özelliklerinin karşılaştırılması
Modern gelişmiş yapısal seramikler arasında zirkonya ve silikon nitrür İki sistem temsil edilmektedir. Birincisi, mükemmel yüksek tokluğa ve estetiğe sahip tipik bir oksit seramiktir; silikon nitrür Yüksek kovalent bağa sahip, oksit olmayan bir seramiktir ve sertlik, termal şok stabilitesi ve aşırı yüksek sıcaklık ortamında mükemmel performansa sahiptir. Aşağıda bu ikisinin temel üretim süreci parametrelerinin bir karşılaştırması yer almaktadır.
| Süreç boyutu | Zirkonya Seramik (ZrO₂) | silikon nitrür陶瓷 (Si₃N₄) |
| klasik sinterleme sıcaklığı Derece | 1350°C - 1500°C Yoğunlaştırma normal basınçlı hava atmosferi altında tamamlanabilir ve ekipman maliyeti düşüktür. | 1700°C - 1850°C Yüksek sıcaklıkta ayrışmayı engellemek amacıyla hava basıncı sinterlemesi için yüksek basınçlı nitrojen (1-10 MPa) uygulanmalıdır. |
| Hat büzülme kontrolü | %20 - %22 (büyük ve sağlam) Toz paketleme yoğunluğu tekdüzedir ve kalıp büyütme faktörü hesaplaması son derece düzenlidir. | %15 - %18 (nispeten küçük ama oldukça değişken) Sıvı faz katkı maddelerinin difüzyon ve faz değişim hızından etkilenen boyut kontrol teknolojisi zordur. |
| Faz değişiklikleri ve hacim etkileri | Faz değişim stresi var Soğutulduğunda tetragonal faz %3-%5 hacim genişlemesiyle monoklinik faza dönüşür ve çatlamayı önlemek için itriyum oksit gibi stabilizatörlerin eklenmesi gerekir. | Faz değişikliği modifikasyonu Sinterleme sırasında, α fazı β fazına dönüşerek birbirine kenetlenen sütunlu kristal iç içe geçmiş bir yapı oluşturur ve bu, matrisin dayanıklılığını önemli ölçüde artırabilir. |
| Ana kalıplama işlemi | Kuru presleme/soğuk izostatik presleme, seramik enjeksiyonlu kalıplama (CIM) Toz yüksek yoğunluğa, iyi akışkanlığa, kolay sıkıştırmaya ve özel şekillerde seri üretime sahiptir. | Soğuk izostatik presleme (CIP), kalıplama Tozun gerçek yoğunluğu düşük, kabarık ve sıkıştırılması zordur, bu nedenle çok yönlü yüksek basınçlı CIP sıklıkla kullanılır. |
| ��Endüstriyel iniş üretim ipuçları: Endüstriyel seramik üretiminin kalbi yatıyor 'Sıcaklık-zaman eğrisi' ve 'büzülme telafisi' arasında mükemmel uyum. Zirkonyanın zorluğu temel olarak sinterlemeden sonraki süper sert taşlama aşamasında yatmaktadır (yüksek takım kaybı ve düşük verimlilik); Silisyum nitrürün temel bariyeri ise ultra yüksek sıcaklıktaki hava basıncı/sıcak izostatik presleme sinterleme işleminde ve düşük erime noktalı kovalent bağ sıvı faz kütle aktarımı için sinterleme yardımcılarının gizli formülünde yatmaktadır. |
İlgili ürünler
-
-
Zirkonya Seramik Çubuk, mükemmel mekanik mukavemet ve kimyasal stabiliteye sahip, çoğunlukla zirkonyum oksitten yapılmış, yüksek performanslı bir seramik malzeme çubuğudur. Son derece yüksek sertli...
Ayrıntıları Gör -
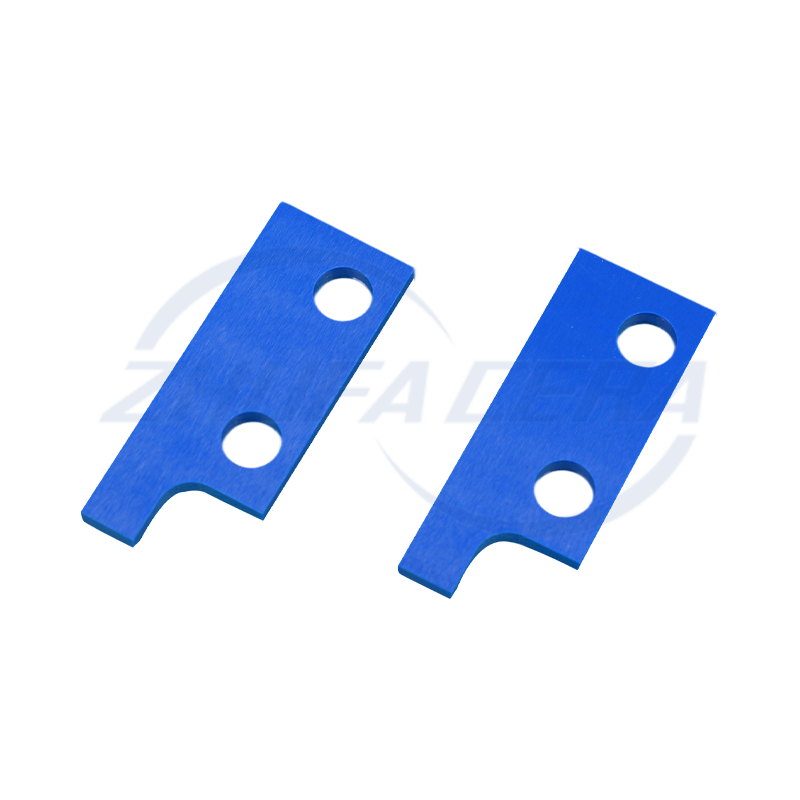
Mavi zirkonya seramik levhalar, gelişmiş zirkonya seramiklerinden yapılmış hassas bileşenlerdir. Mavi bir renk oluşturmak için kobalt, demir veya bakır ile boyanırlar. Bu renk yalnızca görsel bir t...
Ayrıntıları Gör -

Bu mavi zirkonya seramik pimi, mükemmel dayanıklılık ve performans sağlayan gelişmiş zirkonya seramik malzemeden yapılmıştır. Zirkonya seramikleri, onları birçok metalden veya geleneksel seramikten...
Ayrıntıları Gör -
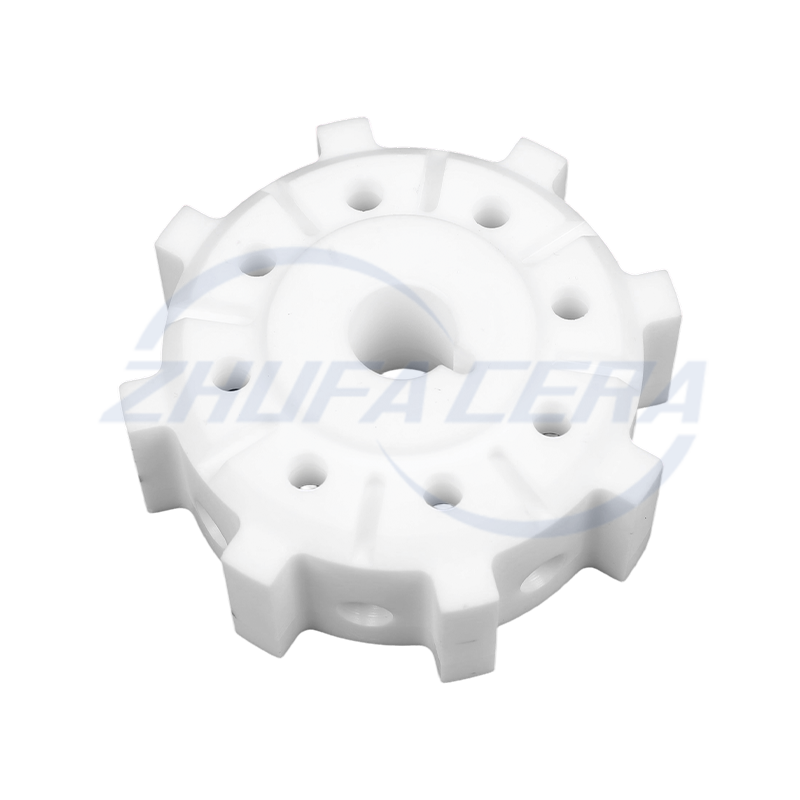
Zirkonya Seramik Dişli, mükemmel yüksek mukavemete ve yüksek sertliğe sahip zirkonyum oksit seramik malzemeden yapılmıştır. Bu malzeme özelliği, iletim işlemi sırasında aşınmaya etkili bir şekilde ...
Ayrıntıları Gör -

Zirkonya Seramik Kılavuz Rayı, zirkonyum oksit seramik malzemeden yapılmış, yüksek performanslı, hassas bir mekanik bileşendir. Temel özellikleri zirkonyum oksit seramiğin mükemmel fiziksel ve kimy...
Ayrıntıları Gör -
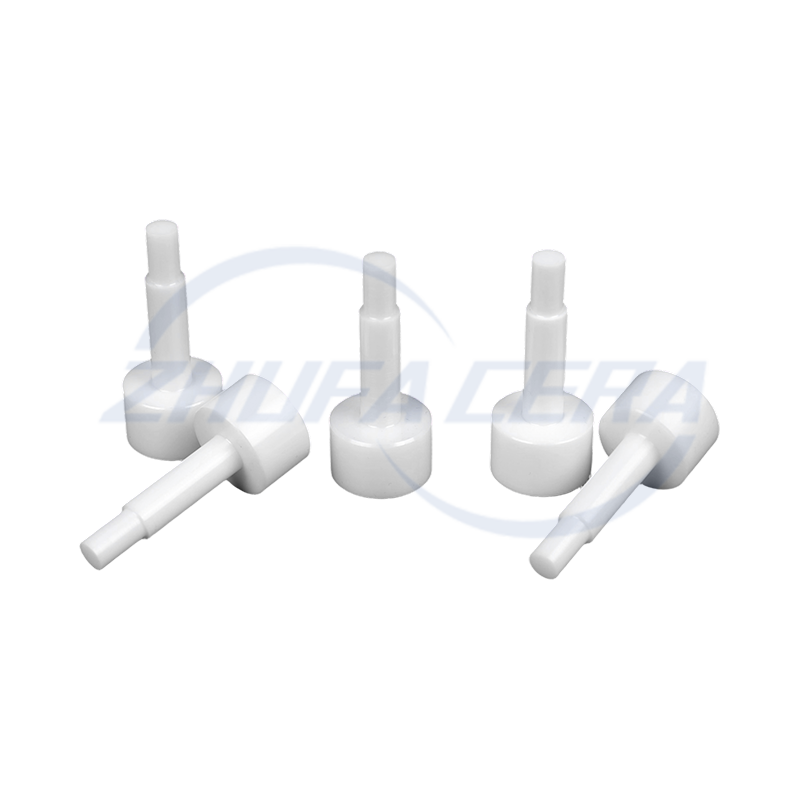
Zirkonya Seramik Yerleştirme Pimi, mükemmel fiziksel ve kimyasal özelliklere sahip gelişmiş zirkonyum oksit seramik malzemeden yapılmış, yüksek hassasiyetli bir konumlandırma elemanıdır. Ana özelli...
Ayrıntıları Gör -
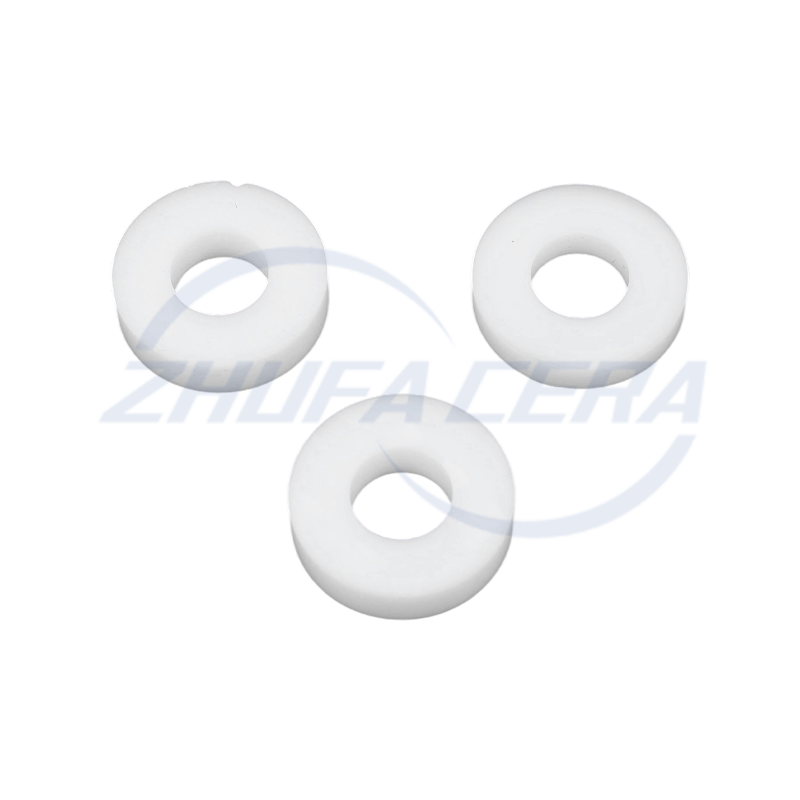
Zirkonya Seramik Halka, mükemmel fiziksel ve kimyasal özellikleriyle bilinen yüksek performanslı bir seramik üründür. Aşınmaya ve darbeye etkili bir şekilde direnebilen ve servis ömrünü uzatabilen,...
Ayrıntıları Gör -
Zirkonya seramik levhalar benzersiz özellikleri sayesinde çeşitli alanlarda fonksiyonel çekirdek bileşenler haline gelmiştir. 900–1200 MPa bükülme mukavemeti ve 6–10 MPa・m¹/² kırılma dayanıklılığıy...
Ayrıntıları Gör -
Zirkonya Seramik Şerit, mükemmel fiziksel ve kimyasal özelliklere sahip, yüksek performanslı zirkonyum oksit seramikten yapılmış bir şerit malzemesidir. Son derece yüksek sertliğe ve bükülme mukave...
Ayrıntıları Gör -
Zirkonya seramik levhalar, yüksek performanslı yapısal seramikler alanında temsili ürünlerdir. Geleneksel alümina seramik veya metal malzemelerle karşılaştırıldığında kapsamlı performans avantajlar...
Ayrıntıları Gör -

Zirkonya Seramik Piston, zorlu endüstriyel ortamlar için tasarlanmış yüksek performanslı bir bileşendir. Benzer seramik veya metal piston ürünleriyle karşılaştırıldığında benzersiz malzeme avantajl...
Ayrıntıları Gör

-
Hızlı Bağlantılar
Ana Sayfa Ürünler Hakkımızda Hizmetler Teknoloji Haberler Bize Ulaşın -
Ürünler
Seramik Yapısal Parçalar Zirkonya Seramikleri Alümina Seramikler ZTA Seramik Silisyum Nitrür Seramikleri Silisyum Karbür Seramikler Seramik Enjeksiyonlu Parçalar -
Hakkımızda
Fabrika Turu Onur SSS -
İletişim bilgileri
+86-188 8878 5188zf@zfcera.comNo. 1, Xinggong Yolu, Anchang Endüstri Parkı, Keqiao Bölgesi, Shaoxing Şehri, Zhejiang Eyaleti, Çin -
WhatsApp

Telif hakkı © Zhejiang Zhufa Hassas Seramik Teknolojisi Co, Ltd. Tüm Hakları Saklıdır.
Çin hassas seramik üreticisi
Toptan hassas seramik tedarikçisi
